
沖裁模是沖裁過程中使用的模具。沖裁模有很多種結構型式,為了便于研究,對沖裁模可以根據不同的特性進行分類。
1、根據工序性質可分為落料模、沖孔模、切斷模、切口模、切邊模、剖切模等。
2、根據工序組合方式可分為單工序模、復合模和級進模。
3、根據上模、下模的導向方式可分為無導向的開式模和有導向的導板模、導柱模、導筒模等。
4、根據凸模、凹模的材質可分為硬質合金沖模、鋼皮沖模、鋅基合金沖模、聚氨酯沖模等。
5、根據凸模、凹模的結構和排列方式可分為整體模和鑲嵌模、正裝模和倒裝模。
6、根據自動化程度可分為手動操作模、半自動模、自動模。
分類方法有很多,以上分類方法從不同角度反映了模具結構的不同特點。通過工序組合的方式分析了各種沖裁模的結構和特點。
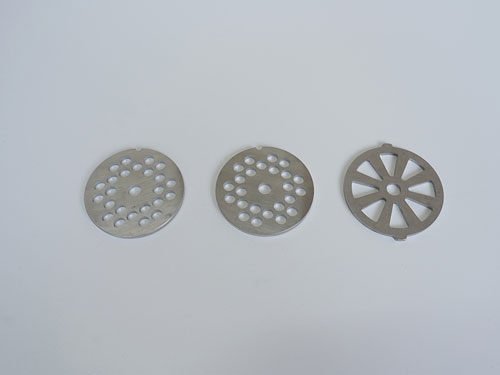
單工序沖裁模
單工序沖裁模是指在壓力機的一個行程中只完成一個沖壓工序的沖裁模,如落料模、沖孔模、切斷模、切口模、切邊模等。
(一)落料模
落料模有三種常見形式:
1、無導向開式落料模的特點是上模、下模無導向,結構簡單,易于制造,沖裁間隙由沖床滑塊的導向精度決定。下料可以用邊角余料完成。常用于材料較厚、精度要求較低的小批量沖壓件的生產。
2、導板式落料模,將凸模與導板(也是固定卸料板)之間為H7/h6的間隙配合,間隙小于沖裁間隙。回程時,凸模不允許離開導板,以保證凸模的導向功能。與敞開式模具相比,它具有更高的精度和更長的模具壽命,但制造更復雜,經常使用一些材料厚度大于0.3毫米的簡單沖壓件。
3、上下模由導柱和導套導向,間隙容易保證,而且模具采用彈壓卸料、彈壓頂出的結構,沖壓時材料上下壓緊完成分離。零件變形小,平面度高。這種結構廣泛應用于材料厚度較小,平整度要求的金屬零件和容易分層的非金屬零件。
(二)沖孔模
沖孔模的結構與一般落料模相似。但是沖孔模有自己的特點,尤其是沖小孔模具,必須考慮凸模的強度和剛度以及快速更換凸模的結構。在成型零件的側壁上沖孔時,需要設計一種機構來改變凸模的水平運動方向。
1、沖側孔模
在成形零件的側壁上沖孔的兩種方法,一是采用懸臂式凹模結構,可用于在圓筒形件側壁沖孔、沖槽等。坯料套入凹模體內,軸向位置由定位環控制。利用這種結構,可以在側壁上完成多個孔沖制。多孔沖壓時,應從結構上考慮分度定位機構。二是通過固定在上模的斜楔來推動滑塊,使凸模作水平方向移動,完成筒形件或U形件側壁沖孔、沖槽、切口等工序。
斜楔的返回行程運動由橡膠或彈簧完成。斜楔的工作角度α為40°~45°。40°的斜楔滑塊機構機械效率更高,滑塊45°的移動距離等于斜楔的行程。對于沖裁力較大的沖孔件,α可為35°,以增加水平推力。這種結構的凸模通常是對稱布置的,很適合在壁部對稱孔的沖裁。
2、小孔沖模
模具結構采用縮短凸模長度的方法,防止其在沖裁過程中彎曲變形而斷裂。采用這種結構,制造能力相對較高,凸模的使用壽命更長。這對模具利用沖擊塊沖擊凸模進行沖裁工作。小凸模由小壓板進行導向,小壓板由兩個小導柱進行導向。上模下行時,大壓板和小壓板先后壓緊工件,小凸模的上端露出小壓板的上平面,上模的壓縮彈簧繼續下行,沖擊塊沖擊凸模對工件進行沖孔。卸載工作由大壓板完成。厚料沖孔小孔模具的凹模漏孔必須通暢,防止廢料堵塞損壞凸模。沖裁件通過定位板定位在凹模上,后側壓塊使沖裁件緊貼定位面。
復合沖裁模
在壓力機的一個工作行程中,在模具的同一部位同時完成數道沖壓工序的模具稱為復合沖裁模。復合模設計的難點是如何在同一工作位置合理布置幾對凸、凹模。
落料沖孔復合模的基本結構如下:模具一側為落料凹模,中間為沖孔凸模;另一方面,凸凹模外形是落料的凸模,內孔是沖孔的凹模。如果落料凹模安裝在上模上,稱為倒裝復合模;相反,它被稱為順裝復合模。
復合模的特點是:結構緊湊,生產率高,零件精度高,特別是零件孔對形狀的位置容易保證。另一方面,復合模結構復雜,對模具零件精度和模具裝配精度要求較高。
級進沖裁模
級進模(又稱連續模、跳步模)是指壓力機在一個行程中,在模具的幾個不同位置上同時完成多道沖壓工序的沖壓模具。整個零件的成形是在級進過程中逐步完成的。級進成形是一種工序集中的工藝方法,可以使切邊、切口、切槽、沖孔、塑性成形、落料等各種工序在一副模具上完成。級進模可分為普通級進模和多工位精密級進模。
用級進模沖壓時,沖裁件是在幾個不同的位置依次逐漸成形的,所以要控制沖裁件的孔和形狀的相對位置精度,就要嚴格控制送料步驟。


.jpg)




 手機:13427922201(唐先生)
手機:13427922201(唐先生)
 郵箱:long105@163.com
郵箱:long105@163.com
 深圳市光明區公明街道上村社區蓮塘工業城C區第39棟101
深圳市光明區公明街道上村社區蓮塘工業城C區第39棟101

微信掃一掃

微信咨詢
